
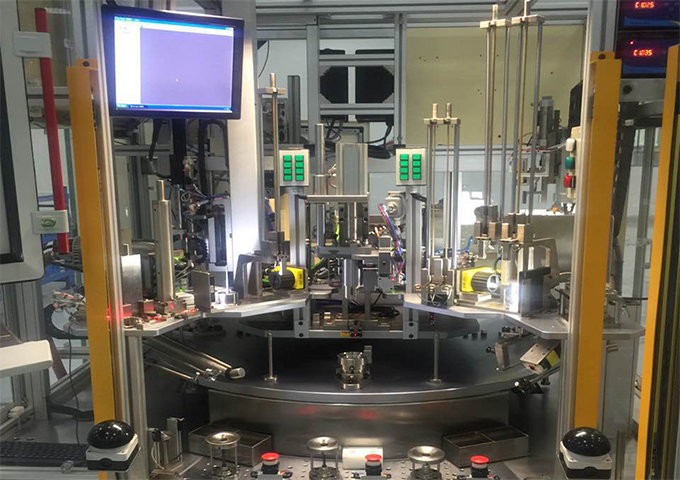
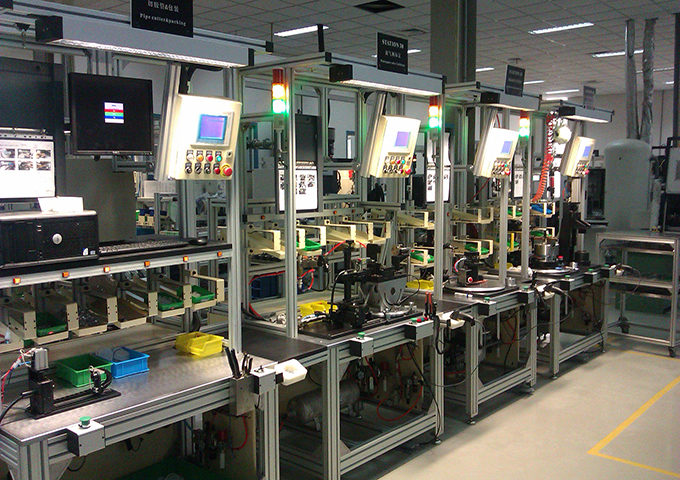
涡轮增压的生产检测工艺主要有核心体水道密封检测,核心体总成泄漏测试,气压壳密封测试,气压壳上各种阀功能及泄漏测试,叶前间隙测试,涡前间隙测试,轴向间隙测试,径向间隙测试,总成密封测试,涡轮转子灵活性测试,三壳角度检测等。 装配线采用自动生产管理系统:可以对过程进行实时监控、数据收集处理、状态标记,并与控制系统相集成,对设备进行控制。装配工作台对零部件进行预装,拧紧,压装,视觉检测,条码标识,同时具备运用机械、电气防漏防错技术以及力、位置等在线检测功能,防止错装、漏装、装不到位或者质量缺陷。以工业控制计算机为核心,综合管理可以依据多种条件进行统计,生成报表,可以根据产品序列号等信息追溯检索生产时纪录的各种信息。报表、检索功能可以脱离生产线单独为管理、售后服务等方面使用。
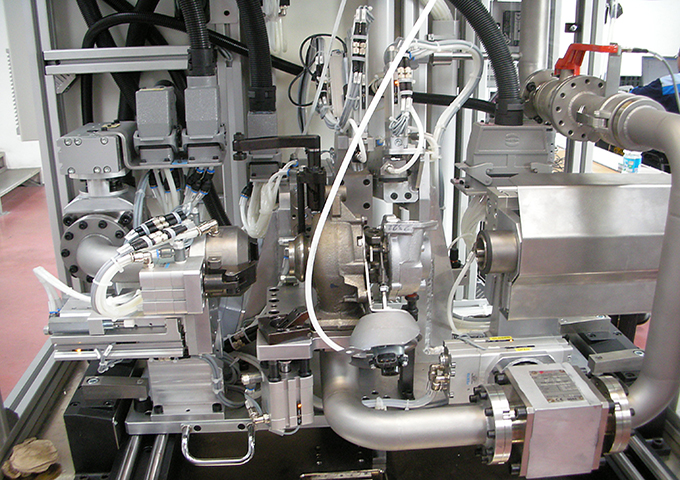
试验台采用PLC及工控机控制,采用了先进的数字和模拟电子计数、高精度传感器技术、以及快速数据采集技术、实时数据处理技术,系统自动化程度高,检测项目齐全,模拟涡轮增压器的实际工作状态,实时测试涡轮增压器的各项性能指标 测试内容:最小流量标定、执行器与流量关系(执行器真空度/电控阀占空比/执行器正压与涡轮机流量关系)、执行器行程设定

沪公网安备 31011802001506号
